

模具壓縮成型俗稱壓制成型,是早成型塑件的方法之一。壓縮成型是將塑料直接加入到具有一定溫度的敞開的模具型腔內,然后閉合模具,在熱與壓力作用下塑料熔融變成流動狀態。由于物理及化學作用,而使塑料硬化成為具有一定形狀和尺寸的常溫保持不變的塑件。壓縮成型主要是用于成型熱固性塑料,如酚醛模塑粉、脲醛與三聚氰胺甲醛模塑粉、玻璃纖維增強酚醛塑料、環氧樹脂、DAP樹脂、有機硅樹脂、聚酰亞胺等的模塑料,還可以成型加工不飽和聚酯料團(DMC)、片狀模塑料(SMC)、預制整體模塑料(BMC)等。一般情況下,常常按壓縮膜上、下模的配合結構,將壓縮模分為溢料式、不溢料式、半溢料式三類。
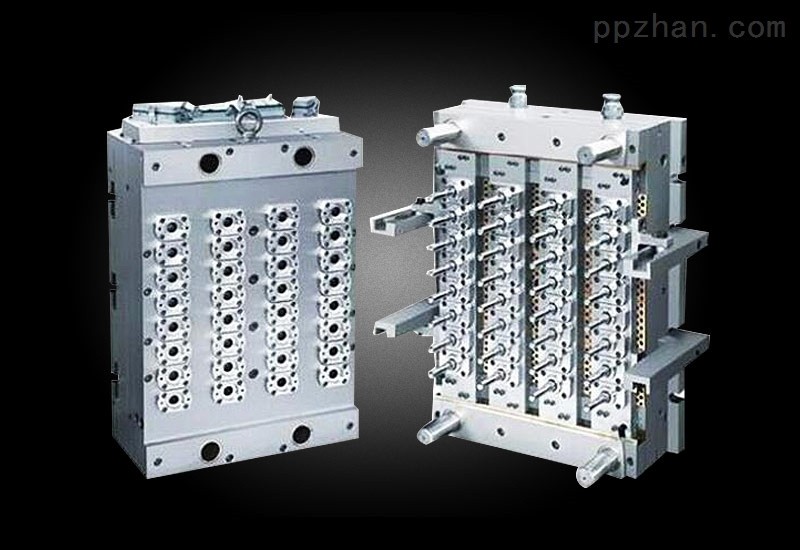
熱流道模具:此類模具結構與細水口大體相同,其區別是流道處于一個或多個有恒溫的熱流道板及熱唧嘴里,無冷料脫模,流道及澆口直接在產品上,所以流道不需要脫模,此系統又稱為無水口系統,可節省原材料,適用于原材料較貴、制品要求較高的情況,設計及加工困難,模具成本高。 熱流道系統,又稱熱澆道系統,主要由熱澆口套,熱澆道板,溫控電箱構成。我們常見的熱流道系統有單點熱澆口和多點熱澆口二種形式。單點熱澆口是用單一熱澆口套直接把熔融塑料射入型腔,它適用單一腔單一澆口的塑料模具;多點熱澆口是通過熱澆道板把熔融料分枝到各分熱澆口套中再進入到型腔,它適用于單腔多點入料或多腔模具。
模具材料重要的因素是熱強度和熱穩定性,常用料模具材料:工作溫度 成形材料 模具材料
<300℃鋅合金Cr12、Cr12MoV、S-136、SLD、NAK80、GCr15、T8、T10。
300~500℃鋁合金、銅合金 5CrMnMo、3Cr2W8、9CrSi、W18Cr4V、5CrNiMo、W6Mo5Cr4V2、M2。
500~800℃ 鋁合金、銅合金、鋼鈦 GH130、GH33、GH37。
800~1000℃ 鈦合金、鋼、不銹鋼、鎳合金 K3、K5、K17、K19、GH99、IN100、ЖC-6NX88、MAR-M200、TRW-NASA、WA。
>1000℃ 鎳合金 銅基合金模具、硬質合金模具。